

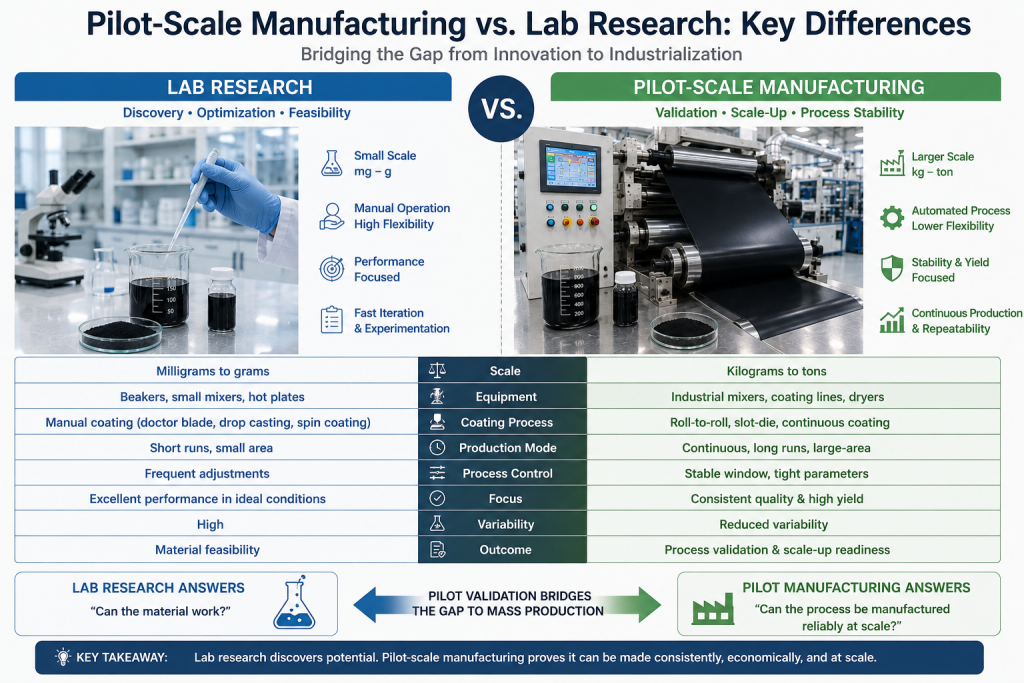
Pilot-Scale Manufacturing vs. Lab Research: Key Differences
In advanced materials and battery development, laboratory research is where innovation begins. However, true commercialization only becomes possible when technologies successfully transition into pilot-scale manufacturing.
This transition is often far more difficult than expected.
Many technologies show impressive laboratory performance but fail during industrial scale-up because:
Laboratory research and pilot manufacturing operate under completely different conditions.
Understanding the key differences between:
- Lab research
and - Pilot-scale manufacturing
is essential for successful industrialization of:
- Batteries
- Graphene systems
- CNT conductive materials
- Thermal management products
- Functional coatings
What Is Laboratory Research?
Laboratory research focuses on:
- Material discovery
- Performance optimization
- Small-scale testing
- Feasibility studies
Researchers typically work in highly controlled environments using:
- Small sample sizes
- Manual operation
- Flexible process conditions
The main goal is usually to maximize material performance.
What Is Pilot-Scale Manufacturing?
Pilot-scale manufacturing bridges the gap between:
Laboratory R&D
and
Full industrial production
Pilot lines simulate real manufacturing environments using:
- Continuous production equipment
- Roll-to-roll coating systems
- Larger batch processing
- Semi-industrial operating conditions
The main goal is to validate:
- Manufacturability
- Process stability
- Scalability
- Production repeatability
The Core Difference: Performance vs Manufacturability
Laboratory Research Focuses On:
- Maximum performance
- Scientific validation
- Material optimization
- Experimental flexibility
Pilot Manufacturing Focuses On:
- Stable production
- Continuous processing
- Industrial scalability
- Yield consistency
This difference is where many advanced material projects fail.
Key Differences Between Lab Research and Pilot Manufacturing
1. Batch Size
Laboratory Scale
Typical batch sizes are:
- milligrams
- grams
- small slurry volumes
Small batches are easier to control.
Pilot Scale
Pilot manufacturing uses:
- kilogram-scale batches
- continuous mixing systems
- large-area coating rolls
Scale introduces new processing challenges.
2. Process Conditions
Lab Research
Researchers can manually adjust:
- Mixing speed
- Coating thickness
- Drying conditions
- Material ratios
in real time.
Pilot Manufacturing
Pilot production requires:
- Stable operating windows
- Automated process control
- Repeatable manufacturing conditions
Industrial systems cannot rely on constant manual correction.
3. Coating and Film Formation
Laboratory Coating
Lab coatings are often:
- Hand-coated
- Small-area
- Slow-speed
- Highly controlled
Pilot Coating
Pilot systems use:
- Roll-to-roll coating
- Slot-die coating
- Continuous drying
- High-speed transport systems
This changes:
- Rheology behavior
- Dispersion stability
- Film formation dynamics
significantly.
4. Dispersion Stability
At laboratory scale, graphene and CNT systems may appear stable because:
- Mixing times are short
- Volumes are small
- Processing is slow
At pilot scale, problems emerge such as:
- Agglomeration
- Sedimentation
- CNT entanglement
- Graphene restacking
These issues affect manufacturability.
5. Process Stability
Laboratory Environment
Small variations are manageable.
Pilot Environment
Continuous manufacturing requires:
- Stable viscosity
- Uniform coating
- Consistent drying
- Repeatable quality
Even small fluctuations can reduce production yield.
6. Manufacturing Yield
Laboratory testing focuses on whether a material can work.
Pilot manufacturing evaluates:
Whether the process can produce consistently at commercially viable yield.
Yield becomes a major industrial factor.
7. Equipment Compatibility
Many laboratory formulations are not compatible with industrial equipment.
Problems may include:
- Excessive viscosity
- Poor pumping behavior
- Coating instability
- Drying sensitivity
Pilot lines help validate equipment integration before mass production.
Why Technologies Often Fail During Scale-Up
Many advanced material projects fail because:
| Lab Success | Pilot Reality |
|---|---|
| Excellent conductivity | Poor coating stability |
| Strong electrochemical data | Yield instability |
| Good small-cell performance | Manufacturing defects |
| Flexible lab optimization | Limited industrial process window |
This is especially common in:
- Silicon anodes
- Solid-state batteries
- Graphene conductive systems
- CNT conductive networks
Why Pilot Validation Is Critical
Pilot manufacturing helps evaluate:
- Process repeatability
- Scale-up risk
- Production stability
- Commercial manufacturability
before large-scale investment.
Without pilot validation, industrialization risk becomes extremely high.
Applications Where Pilot Manufacturing Is Essential
Battery Electrode Manufacturing
- Thick electrodes
- Fast-charging systems
- Advanced conductive networks
Graphene Film Production
- Conductive coatings
- EMI shielding films
- Thermal management systems
CNT Conductive Systems
- Slurry optimization
- Electrode conductivity enhancement
- Rheology control validation
Functional Coatings
- Anticorrosion systems
- Thermal coatings
- Smart conductive surfaces
The Shift Toward Industrialization Engineering
The advanced materials industry is increasingly shifting from:
“Can the material work?”
toward:
“Can the material be manufactured reliably at scale?”
This makes pilot manufacturing one of the most important stages in commercialization.
Co-Development Is Becoming Essential
Successful industrialization increasingly requires collaboration between:
- Material developers
- Pilot manufacturing teams
- Equipment suppliers
- OEMs
- Process engineers
The future of commercialization is becoming:
Integrated material + process + manufacturing engineering.
Future Trends in Pilot Manufacturing
Next-generation pilot facilities are increasingly adopting:
- AI-assisted process optimization
- Smart in-line monitoring
- Digital twin manufacturing
- Automated coating analytics
- Continuous roll-to-roll production systems
These technologies help improve:
- Yield stability
- Process repeatability
- Scale-up efficiency
Laboratory research is essential for innovation, but pilot-scale manufacturing determines whether technologies can survive industrial reality.
The key difference is that laboratory research focuses on performance, while pilot manufacturing focuses on manufacturability and scalability.
As advanced battery and graphene systems become more complex, pilot-scale validation will continue to play a critical role in successful industrial commercialization.