

CNT Yarn and Fibers – Conductive and Structural Applications
Carbon nanotubes (CNTs) have evolved from laboratory curiosities into functional materials that can be processed into yarns, fibers, and woven fabrics. Unlike traditional CNT powders or additive forms, CNT yarn opens a new class of macroscale carbon materials combining textile-like flexibility with metal-like conductivity and fiber-reinforced strength. These characteristics have positioned CNT yarn as a promising candidate for lightweight wiring, structural reinforcement, smart textiles, antennas, sensors, and high-performance composites.
This article explains how CNT yarn is made, what gives it unique properties, and where it is being used today across industries.
1. What Is CNT Yarn?
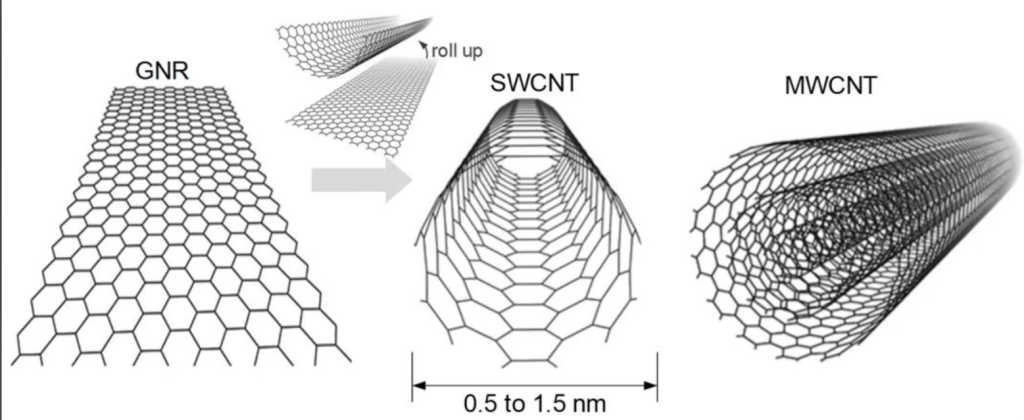
CNT yarn is a macroscale fiber composed of millions of aligned or partially aligned carbon nanotubes, twisted together into a continuous filament.
Key characteristics:
-
Diameter: typically 5–30 µm
-
Density: ~0.6–1.5 g/cm³ (much lower than metals)
-
Conductivity: up to 1–10 MS/m for high-quality yarn (approaching aluminum)
-
Tensile strength: 0.2–1.5 GPa depending on processing
-
Thermal stability: >400°C in air, >2,000°C in inert conditions
-
Flexibility: can be knotted, woven, braided
-
Chemical compatibility: better than metallic fibers for polymer bonding
-
Anti-corrosion: no oxidation issues common in copper/aluminum fibers
Because CNTs are inherently nano-scale, the challenge is converting them into long, continuous macroscopic structures that preserve their remarkable nanoscale properties. This is where advanced spinning techniques come in.
2. How CNT Yarn Is Manufactured
2.1 Dry Spinning from CNT Forests
This is the most established method.
-
A vertically aligned CNT “forest” is grown through CVD.
-
CNTs are drawn out like cotton.
-
Continuous fibers naturally form due to van der Waals forces.
-
Fibers are twisted to create yarns.
-
Optional post-treatment: densification using ethanol, acetone, PVA, or polymer infiltration.
Advantages:
-
Good alignment
-
High mechanical strength
-
High electrical conductivity
Challenges:
-
Requires high-quality CNT forests
-
Production scale is limited
-
Cost is relatively high
2.2 Wet Spinning (Liquid Crystalline Spinning)
CNT powders are dispersed into superacids (e.g., chlorosulfonic acid) or surfactant solutions, forming liquid crystalline CNT phases. These are spun through a nozzle, coagulated, washed, and dried.
Advantages:
-
Excellent CNT alignment
-
High moduli and tensile strength
-
Suitable for large-scale continuous production
Challenges:
-
Acid handling and environmental controls
-
Requires careful purification
-
Surfactant removal affects conductivity
2.3 Yarns from CNT Aerogels
CVD produces an aerogel-like CNT “sock” that is continuously pulled and twisted into yarn.
Advantages:
-
Continuous, scalable
-
Can tune CNT wall number and chirality
Challenges:
-
Lower strength compared to dry-spun forest fibers
-
Requires densification to improve conductivity
3. Key Properties of CNT Yarn
3.1 Electrical Conductivity
CNT yarn can reach:
-
1–10 MS/m (density-corrected)
-
After doping (e.g., iodine, acid), conductivity improves 2–5x
-
Stable performance over wide temperature ranges
Compared to metals:
| Material | Conductivity | Density | Strength |
|---|---|---|---|
| Copper | ~58 MS/m | 8.9 g/cm³ | Very ductile |
| Aluminum | ~37 MS/m | 2.7 g/cm³ | Good ductility |
| CNT yarn | 1–10 MS/m | 0.6–1.5 g/cm³ | High tensile strength |
While copper remains more conductive, CNT yarn wins in weight, flexibility, fatigue resistance, and corrosion resistance—perfect for aerospace, robotics, and wearables.
3.2 Mechanical Strength and Toughness
High-quality yarns achieve:
-
1–1.5 GPa tensile strength
-
30–200 GPa Young’s modulus
-
Extreme flexibility (can be bent thousands of times without failure)
3.3 Thermal Stability
CNT yarn withstands:
-
>400°C in air
-
>2,000°C in argon or vacuum
This opens applications in high-temperature wiring and heating elements.
3.4 Chemical Resistance
CNT yarn resists:
-
Corrosion
-
Solvents
-
Acids (moderate)
-
Mechanical fatigue
This makes it attractive for long-term structural applications.
4. Conductive Applications
4.1 Lightweight Electrical Wiring
CNT yarn wiring is already used in:
-
Drones
-
Satellites
-
EV battery packs
-
Robotics
-
Flexible electronics
Advantages:
-
80–90% lighter than copper
-
Much higher fatigue resistance
-
No corrosion
-
Withstands repeated bending cycles
-
Easier to integrate into composites
4.2 Heating Elements
CNT yarn can serve as resistive heating wires:
-
Transparent or semi-transparent heaters
-
Wearable heating components
-
Anti-icing systems
-
Batteries and electronics thermal management
Its stability above 400°C and uniform resistance make it ideal for precision heating.
4.3 EMI Shielding Fabrics
Woven CNT yarn fabrics provide:
-
40–80 dB shielding effectiveness
-
Ultra-lightweight performance
-
Flexibility for garments or composite skins
4.4 Antennas & RF Components
CNT yarn is ideal for:
-
High-frequency antennas
-
Microstrip lines
-
Foldable RF systems
-
Lightweight aerospace communication structures
Yarn-based antennas show lower losses than copper when weight is normalized.
4.5 Energy Storage Current Collectors
CNT yarn can be used as a:
-
High-surface-area current collector
-
Stretchable conductor in supercapacitors
-
Binder-free anode/cathode scaffold
Because of its large surface area and inherent conductivity, it reduces the need for metal foils.
5. Structural Applications
5.1 CNT-Reinforced Composites
CNT yarn can be embedded into:
-
Epoxy
-
Polyimide
-
Nylon
-
Thermoplastic composites
Benefits include:
-
20–80% strength increase
-
Improved toughness and crack resistance
-
Improved conductivity for lightning strike protection
-
Lower weight vs. carbon fiber alone
5.2 Hybrid with Carbon Fiber
CNT yarn can be co-woven with carbon fiber to create:
-
Conductive structural textiles
-
Smart composite skins
-
Impact-resistant aerospace panels
CNT yarn fills micro-gaps between CF bundles, improving load transfer and damage tolerance.
5.3 Smart Textiles
CNT yarn enables textiles that are:
-
Conductive
-
Sensing (strain, temperature, pressure)
-
Lightweight
-
Breathable
Applications include:
-
Flexible pressure sensors
-
Wearable electronics
-
Biomedical monitoring garments
5.4 Structural Health Monitoring
Because CNT yarn is piezoresistive, it can serve as an embedded self-monitoring element:
-
Detect cracks
-
Track fatigue
-
Measure strain in real-time
-
Deploy in concrete, composites, polymers
6. Future Trends and Opportunities
6.1 High-Performance, Low-Cost Production
Scaling wet spinning and aerogel-based continuous production will reduce cost by 50–70%.
6.2 Multifunctional CNT Textiles
Next-generation fabrics will combine:
-
Conductivity
-
Heating
-
RF functionality
-
Structural reinforcement
-
Sensor integration
6.3 CNT Fiber Batteries
Recent breakthroughs show that CNT yarn itself can act as:
-
Electrode
-
Current collector
-
Structural element
This enables fully fiber-shaped batteries and supercapacitors.
6.4 CNT-Copper Hybrid Conductors
Combining CNT yarn and electroplated copper can surpass pure copper in strength-to-weight ratio, very attractive for EVs and aerospace.
CNT yarn and fibers represent one of the most promising pathways for translating the exceptional nanoscale properties of carbon nanotubes into macroscopic, usable engineering materials. Their combination of strength, conductivity, fatigue resistance, flexibility, and environmental durability makes them highly valuable across electrical, structural, energy, and textile applications.
As large-scale manufacturing matures and costs come down, CNT yarn is set to become a major material class for next-generation lightweight electronics, smart structures, and high-performance composites.